
In plastic injection molding, efficiency is not just about running machines faster. True efficiency comes from stable processes, minimal downtime, low scrap rates, predictable cycle times, and consistent part quality over long production runs.
Many injection molding factories struggle with common issues: frequent machine adjustments, inconsistent parts between shifts, excessive scrap during startup, and rising energy costs. These problems don’t come from a single mistake—they result from poorly optimized production runs.
This article explains how to optimize injection production runs for maximum efficiency, covering machine setup, mold design, material handling, process control, automation, quality systems, and data-driven decision-making.
What Is an Injection Production Run?
An injection production run refers to the continuous manufacturing of plastic parts using an injection molding machine and mold, typically ranging from hundreds to millions of parts.
Efficiency during a production run depends on:
- Cycle time consistency
- Machine uptime
- Scrap and rework rates
- Energy consumption
- Labor utilization
- Tooling condition
Optimizing production runs means producing more good parts in less time, with less waste and lower cost.
Why Optimizing Injection Production Runs Matters
Injection molding is a margin-sensitive industry. Small inefficiencies multiply quickly at scale.
Benefits of Optimized Production Runs
- Lower cost per part
- Higher machine utilization
- Reduced scrap and rework
- Faster order fulfillment
- More predictable delivery schedules
- Improved customer satisfaction
Even a 1–2 second reduction in cycle time can save thousands of dollars annually in high-volume production.
Key Factors That Affect Injection Production Efficiency
Before optimizing, it’s important to understand what limits efficiency.
1. Machine Setup and Stability
2. Mold Design and Condition
3. Material Preparation and Handling
4. Process Parameters and Control
5. Operator Skill and Standardization
6. Automation Level
7. Maintenance and Downtime
Efficiency is a system—not a single setting.
Optimizing Machine Setup for Production Runs
Proper Machine Sizing
Using the wrong machine size wastes energy and reduces stability.
- Too small → short shots, high scrap
- Too large → unnecessary energy consumption
Best practice:
Choose a machine where:
- Shot size is 30–80% of barrel capacity
- Clamp force matches projected part area
Stable Injection Parameters
During long production runs, parameter stability matters more than peak speed.
Key parameters to stabilize:
- Injection speed profile
- Injection pressure
- Holding pressure and time
- Screw recovery time
- Back pressure
Avoid frequent parameter changes—they introduce variability.
Mold Design’s Role in Production Efficiency
Balanced Flow and Runner Design
Unbalanced molds cause:
- Weight variation
- Dimensional inconsistency
- Uneven cooling
Optimized runner systems:
- Improve cavity balance
- Reduce scrap
- Stabilize cycle time
Hot runner systems further reduce material waste and startup time.
Efficient Cooling Design
Cooling often accounts for 50–70% of total cycle time.
To optimize cooling:
- Use uniform cooling channels
- Minimize hot spots
- Consider conformal cooling
- Maintain proper mold temperature control
Even small cooling improvements significantly reduce cycle time.
Mold Maintenance and Cleanliness
Dirty or worn molds reduce efficiency.
Common issues:
- Poor venting
- Sticking parts
- Flash formation
Preventive maintenance keeps production stable and predictable.

Material Handling and Preparation Optimization
Proper Material Drying
Moisture-related defects cause:
- Scrap
- Machine stops
- Quality variation
Best practices:
- Use dedicated dryers
- Monitor moisture levels
- Avoid over-drying
Dry material equals stable production.
Consistent Material Supply
Material interruptions cause:
- Machine downtime
- Process instability
- Scrap during restart
Use:
- Centralized material feeding
- Material level sensors
- Backup resin supply
Process Parameter Optimization for Long Runs
Injection Speed Optimization
Fast filling helps, but controlled filling is better.
- Too slow → short shots
- Too fast → burn marks, shear stress
Use multi-stage injection speed profiles for balance.
Holding Pressure Optimization
Holding pressure compensates for shrinkage.
Over-packing causes:
- Flash
- Internal stress
Under-packing causes:
- Sink marks
- Voids
Optimize holding pressure and time using gate freeze analysis.
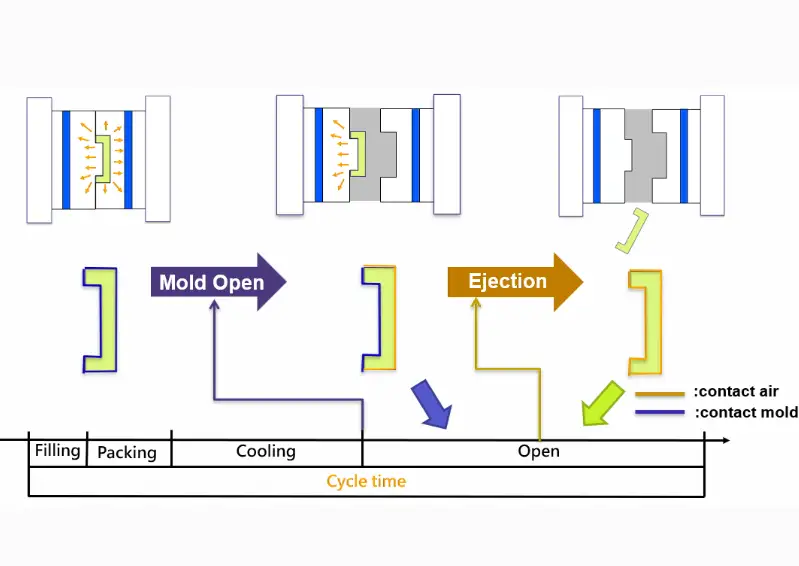
Cycle Time Optimization
Cycle time = Injection + Packing + Cooling + Ejection
To reduce cycle time:
- Shorten cooling safely
- Optimize ejection
- Reduce unnecessary delays
Never sacrifice part quality for speed.
Reducing Scrap and Rework During Production Runs
Scrap is one of the biggest efficiency killers.
Common Scrap Causes
- Startup instability
- Material variation
- Tool wear
- Operator inconsistency
Scrap Reduction Strategies
- Standardized startup procedures
- First article validation
- In-process quality checks
- SPC monitoring
Stable processes produce predictable results.
Automation for Higher Production Efficiency
Automation significantly improves efficiency and consistency.
Common Automation Solutions
- Robotic part removal
- Conveyor systems
- Automated packaging
- Vision inspection systems
Benefits:
- Reduced labor cost
- Faster cycle times
- Lower defect rates
- Improved safety
Automation is especially valuable for high-volume production runs.
Operator Training and Standardized Work
People still matter—even in automated factories.
Why Standardization Matters
- Reduces shift-to-shift variation
- Prevents incorrect adjustments
- Improves response to issues
Use:
- Standard operating procedures (SOPs)
- Visual process parameters
- Training programs
A well-trained operator maintains efficiency under pressure.
Using Data and SPC to Optimize Production Runs
Statistical Process Control (SPC)
SPC tracks:
- Weight variation
- Dimensional changes
- Process drift
Benefits:
- Early defect detection
- Fewer shutdowns
- Predictable quality
Real-Time Monitoring Systems
Modern injection molding machines provide:
- Pressure curves
- Temperature trends
- Cycle consistency data
Data-driven decisions beat guesswork.
Preventive Maintenance for Long Production Runs
Unplanned downtime destroys efficiency.
Key Maintenance Areas
- Screw and barrel
- Hydraulic systems
- Sensors and heaters
- Mold components
Preventive maintenance:
- Reduces breakdowns
- Extends equipment life
- Stabilizes production
Maintenance is part of efficiency—not a cost.
Energy Efficiency in Injection Production Runs
Energy costs directly affect profitability.
Energy Optimization Strategies
- Use servo-driven machines
- Insulate barrels
- Optimize heater zones
- Reduce idle machine time
Electric and hybrid machines often reduce energy use by 30–70%.
Optimizing Startup and Changeover Efficiency
Startup scrap is expensive.
Faster, Cleaner Startups
- Pre-validated process parameters
- Mold flow simulation data
- Warm molds before startup
- Documented startup procedures
Quick Mold Change (SMED)
- Standardized connections
- Quick clamps
- Pre-set mold data
Reduced changeover time increases overall equipment effectiveness (OEE).
Optimizing Multi-Cavity Production Runs
Multi-cavity molds multiply efficiency—but only if balanced.
Key considerations:
- Balanced runners
- Consistent cavity pressure
- Equal cooling
Unbalanced cavities increase scrap and reduce yield.
Managing Long Production Runs Without Quality Drift
Quality drift often appears after hours or days of production.
Common Causes
- Material lot changes
- Mold temperature fluctuation
- Tool wear
Prevention
- Lot tracking
- Periodic inspection
- SPC trend monitoring
Consistency beats speed.
Industry-Specific Optimization Considerations
Automotive
- High-volume, tight tolerances
- Emphasis on repeatability and traceability
Medical
- Cleanroom stability
- Zero-defect expectations
Packaging
- Ultra-fast cycles
- Thin-wall molding optimization
Electronics
- Cosmetic surface control
- Precision dimensions
Each industry prioritizes efficiency differently.
KPIs for Measuring Injection Production Efficiency
Track what matters.
Key Metrics
- Cycle time
- Scrap rate
- Machine uptime
- OEE (Overall Equipment Effectiveness)
- Energy consumption per part
If you don’t measure it, you can’t improve it.
Common Mistakes That Reduce Production Efficiency
- Chasing speed instead of stability
- Ignoring mold maintenance
- Over-tight tolerances
- Poor communication between shifts
- Manual adjustments without data
Efficiency comes from discipline and consistency.
The Role of Simulation in Production Optimization
Mold flow and process simulation help:
- Reduce startup scrap
- Optimize cycle time
- Set initial parameters accurately
Simulation shortens the learning curve for new production runs.
Future Trends in Injection Production Optimization
The industry is moving toward:
- AI-assisted process control
- Predictive maintenance
- Digital twins
- Fully automated production cells
Efficiency will increasingly be software-driven.
Final Thoughts: Efficiency Is a System, Not a Setting
Optimizing injection production runs is not about turning one knob—it’s about aligning machine capability, mold design, material control, process stability, automation, and people.
Factories that focus on:
- Stable processes
- Data-driven decisions
- Preventive maintenance
- Continuous improvement
Consistently achieve lower costs, higher output, and better quality.
In injection molding, maximum efficiency is not achieved by working harder—but by engineering the process to work smarter, every cycle, every shift.