
Injection molding is one of the most widely used manufacturing processes for producing plastic components with high precision, repeatability, and efficiency. In modern manufacturing, cycle time is a critical factor that directly affects production throughput, cost efficiency, and profitability.
Optimizing injection molding cycle time is essential for high-volume production, particularly in automotive, consumer electronics, medical devices, and packaging industries.
This guide explores how to optimize injection molding cycle time, including key factors, process adjustments, mold design strategies, material considerations, and advanced technologies. Implementing these strategies can help manufacturers reduce cycle times, improve part quality, and maximize production efficiency.
Understanding Injection Molding Cycle Time
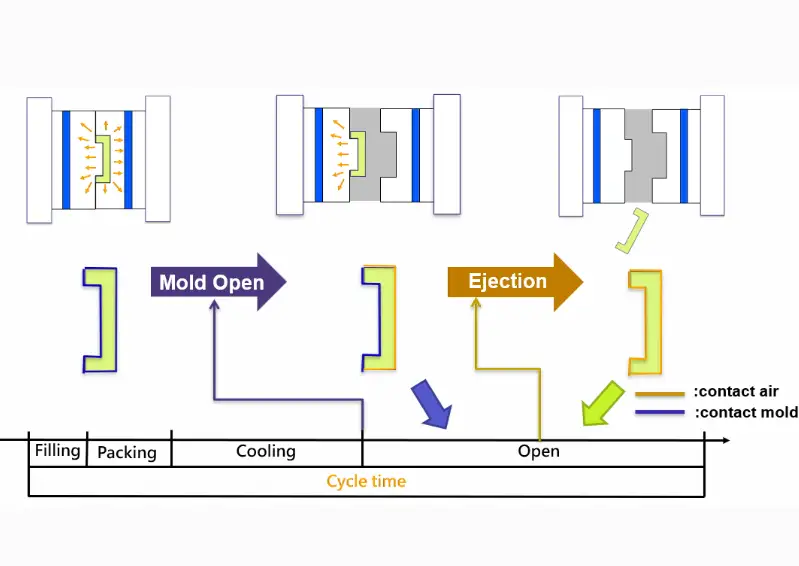
Cycle time in injection molding is the total time required to produce a single part from start to finish. It consists of several stages:
- Injection – Molten plastic is injected into the mold cavity under pressure.
- Packing and Holding – Additional material is packed to compensate for shrinkage and ensure dimensional stability.
- Cooling – The plastic solidifies in the mold.
- Ejection – The finished part is removed, and the mold is prepared for the next shot.
Optimizing each stage is critical for minimizing total cycle time without compromising part quality, dimensional stability, or mechanical properties.
Cycle time optimization can significantly reduce unit cost, increase throughput, and improve return on investment in high-volume injection molding operations.
Factors Affecting Injection Molding Cycle Time
Several factors influence the cycle time of an injection molding process:
1. Material Properties
- Thermoplastic type – Crystalline polymers (e.g., POM, Nylon) require longer cooling times than amorphous plastics (e.g., ABS, PC).
- Melt flow index (MFI) – Higher MFI plastics flow more easily, reducing injection time.
- Additives and fillers – Fiber-reinforced plastics or fillers can slow cooling due to thermal conductivity differences.
2. Part Design
- Wall thickness – Thicker sections take longer to cool.
- Complex geometries – Deep ribs, undercuts, or long flow paths increase injection and cooling time.
- Gate placement – Improper gates can lead to uneven filling and require longer holding times.
3. Mold Design
- Cooling system efficiency – Uniform cooling channels reduce cooling time.
- Mold material – High thermal conductivity materials like copper alloys improve heat transfer.
- Surface finish – Smooth cavity surfaces enhance flow and heat transfer.
4. Process Parameters
- Injection speed and pressure – Higher speeds reduce injection time but may cause defects.
- Packing and holding pressure – Overpacking prolongs cycle time; optimized pressure reduces warpage.
- Mold temperature – Maintaining optimal mold temperature reduces cooling time without compromising quality.
5. Machine Capabilities
- Clamp force – Adequate force prevents flash, reducing rework time.
- Injection capacity – Larger machines can fill cavities faster.
- Cooling system – Efficient mold temperature control shortens cycle time.
Strategies to Optimize Injection Molding Cycle Time
Optimizing cycle time requires a combination of material selection, process parameters, and mold design.
1. Optimize Cooling Time
- Efficient cooling channels – Use conformal cooling or baffles to reduce uneven cooling.
- High thermal conductivity mold materials – Copper alloys or inserts speed up heat dissipation.
- Mold temperature optimization – Use thermocouples and controllers to maintain precise mold temperatures.
2. Adjust Injection and Packing Parameters
- Injection speed – Increase to fill cavities quickly while avoiding defects like jetting or burn marks.
- Packing pressure and time – Optimize to reduce part shrinkage without prolonging cycle time.
- Back pressure – Adjust the screw back pressure to improve melt homogeneity and reduce injection issues.
3. Minimize Cooling Mass
- Wall thickness reduction – Uniform thin walls reduce cooling time while maintaining structural integrity.
- Rib and boss optimization – Avoid unnecessary thick sections.
- Part consolidation – Combine multiple components into one injection-molded part to reduce total assembly time.
4. Gate and Runner Design
- Gate location optimization – Ensures balanced filling, reducing packing time and warpage.
- Hot runner systems – Maintain molten plastic in the runner, reducing waste and heating time.
- Runner size and layout – Proper design reduces pressure loss and cycle time.

5. Material Selection
- High-flow thermoplastics – Easier to inject, reducing filling time.
- Low-crystallinity plastics – Faster cooling due to lower heat of fusion.
- Reinforced polymers – Short fibers may improve dimensional stability but slightly increase cooling time; choose appropriate fiber content.
6. Advanced Mold and Machine Technologies
- Conformal cooling channels – 3D-printed cooling channels provide uniform cooling.
- High-speed injection molding machines – Reduce injection and clamping time.
- Automated ejection systems – Faster ejection without part damage.
- Process monitoring and AI optimization – Real-time control of temperature, pressure, and cycle stages for consistent quality.
Design Considerations for Reducing Cycle Time
Part design and mold layout play a crucial role in minimizing cycle time:
- Uniform wall thickness – Avoid thin-to-thick transitions to reduce cooling and warpage issues.
- Draft angles – Facilitate smooth ejection; 1–2° for small parts, 2–5° for larger parts.
- Minimize undercuts – Reduces the need for side actions or complex mechanisms, speeding up ejection.
- Optimize gate locations – Shorter flow paths allow faster filling and reduced holding time.
Common Mistakes That Increase Cycle Time
- Overly thick parts – Significantly increase cooling time.
- Improper gate placement – Causes uneven filling and longer packing times.
- Excessive hold pressure – Increases cycle without improving quality.
- Poor mold maintenance – Scaling or residue reduces heat transfer efficiency.
- Ignoring material drying – Moisture can lead to defects requiring rework.
Industry Applications and Impact
Optimizing injection molding cycle time is critical across industries:
Automotive
- High-volume structural components, housings, and trim parts
- Faster cycles reduce cost per part and improve production throughput
Consumer Electronics
- Housings, connectors, and casings
- Shorter cycles enable rapid response to market demand
Medical Devices
- Syringes, tubing connectors, and disposable parts
- Controlled cycles ensure consistent quality and regulatory compliance
Packaging Industry
- Bottle caps, containers, and closures
- Cycle time optimization is crucial for mass production and cost control

Measuring and Monitoring Cycle Time
- Time studies – Measure each stage of the injection molding process.
- Cycle time analysis software – Real-time data collection and monitoring.
- Key performance indicators (KPIs) – Monitor throughput, reject rate, and machine utilization.
Reducing cycle time without sacrificing quality requires continuous monitoring, data analysis, and iterative adjustments to process parameters, mold design, and machine settings.
Advanced Techniques for Cycle Time Optimization
- Hot runner systems – Reduce runner cooling and plastic wastage.
- Variothermal mold temperature control – Rapidly heat and cool molds for faster cycles.
- Gas-assisted injection molding – Reduces material usage and shortens the cycle in thick parts.
- Multi-cavity molds – Produce multiple parts per cycle, effectively reducing per-unit cycle time.
- Process simulation software – Predicts filling, cooling, and warpage, enabling faster optimization.
Benefits of Optimizing Cycle Time
- Reduced production cost – Lower energy and labor cost per part.
- Increased throughput – More parts per hour without increasing machine count.
- Improved part quality – Balanced cooling and injection parameters reduce warpage, sink marks, and residual stresses.
- Faster time-to-market – Shorter cycle times accelerate product launches.
Conclusion
Optimizing injection molding cycle time is essential for manufacturers aiming to improve efficiency, reduce cost, and maintain high-quality standards. By considering material selection, part design, mold design, process parameters, and machine capabilities, manufacturers can significantly reduce cycle times without compromising part quality.
Advances in process automation, AI-driven monitoring, conformal cooling, and variothermal molds further enhance cycle time optimization. Whether producing automotive components, consumer electronics, medical devices, or packaging products, a systematic approach to cycle time reduction ensures higher productivity, lower cost per part, and improved competitiveness.
In today’s fast-paced manufacturing environment, efficient injection molding processes are key to sustainable, cost-effective, and high-performance plastic part production.