Custom thermoplastic injection molding with AIM plastic, with design and engineering support, OEM, injection mold making, competitive price, shipment support
Thermoplastic injection molding is one of the most widely used manufacturing processes in the world and a core method within modern plastic injection molding. From everyday consumer plastic products to high-precision automotive and medical device components, thermoplastic molded parts are everywhere.
The reason is simple: thermoplastic polymers can be heated until molten, injected into a mold, cooled, and reused efficiently—making them ideal for high-volume production and scalable manufacturing processes.
This guide provides a complete, practical explanation of thermoplastic injection molding, covering thermoplastic material selection, the injection molding process, mold design considerations, advantages, limitations, and real-world applications.
Whether you are a product designer, sourcing manager, or manufacturing engineer, understanding thermoplastic molding will help you make better decisions across the production process, from tooling investment to part quality.
Thermoplastic injection molding is a manufacturing process in which thermoplastic material is heated until molten plastic, injected into a closed mold cavity under controlled injection pressure, cooled, and then ejected as a finished plastic part. The process is performed on an injection molding machine using a dedicated injection unit that controls temperature, injection speed, and flow rate.
Unlike thermoset plastics, thermoplastics soften when heated and harden when cooled, allowing the polymer to be reprocessed multiple times without significant chemical change. This is a key difference between thermoset and thermoplastic materials and one reason thermoplastics dominate plastic injection molding applications.
This reversibility makes thermoplastic injection molding ideal for:
High-volume production
Complex and intricate parts
Tight dimensional tolerances
Cost-effective and repeatable manufacturing
Processes such as insert molding can also be integrated, allowing metal or other components to be molded directly into the plastic component.
Understanding the difference between thermoset and thermoplastic materials is essential when selecting a molding material and manufacturing technique.
Thermoplastics
Melt when heated and solidify when cooled
Recyclable and reprocessable polymers
Shorter cycle time in the injection process
Common in the thermoplastic injection molding process
Examples include ABS, polypropylene, polyethylene, polycarbonate, nylon, POM, and polystyrene.
Thermosets
Undergo irreversible chemical curing
Cannot be remelted once set
Higher heat resistance in some applications
Longer cycle times are typical of thermoset molding
Examples include epoxy, phenolic, and polyester resin.
For most injection molding applications, thermoplastics are preferred over thermosets due to efficiency, flexibility, and lower production cost.
Different plastic injection molding materials offer different mechanical, thermal, and flow characteristics. Thermoplastic resin selection directly affects mold design, runner system layout, cooling strategy, cycle time, and final part performance.
ABS (Acrylonitrile Butadiene Styrene)
Good impact resistance
Excellent surface finish
Easy to process in injection molding machines
Used in consumer products, enclosures, and automotive parts
Polypropylene (PP)
Lightweight polymer
Excellent chemical and fatigue resistance
Used in packaging, automotive, and medical device components
Polyethylene (HDPE / LDPE)
Tough, flexible plastic material
Moisture resistant
Low cost for high-volume molding services
Polycarbonate (PC)
High impact strength
Optical clarity
Heat-resistant engineering thermoplastic
Nylon (PA6 / PA66)
High strength and wear resistance
Used in mechanical and automotive applications
POM (Acetal)
Low friction and excellent dimensional stability
Ideal for gears and precision injection-molded plastic parts
The thermoplastic molding process follows a highly controlled and repeatable production process designed for consistency and efficiency.
Thermoplastic pellets are fed into the injection molding machine barrel. The rotating screw melts, mixes, and conveys the plastic polymer, creating a homogeneous molten plastic ready for injection.
Key factors include barrel temperature, screw speed, back pressure, and injection unit configuration.
The molten plastic is injected into the mold cavity under high injection pressure and controlled injection speed. The plastic flows through the runner system and gates to fill the mold.
Critical parameters include injection pressure, injection speed, fill time, and flow rate. Proper control prevents short shots, flash, and flow-related defects.
Additional pressure is applied after filling to compensate for material shrinkage during cooling. This stage directly affects part density, dimensional accuracy, and surface quality.
The plastic cools and solidifies inside the mold. Cooling typically accounts for 60–70% of total cycle time, making it one of the most important factors in productivity and cost control.
Once cooled, the mold opens, and the ejection process removes the molded part. Proper ejector design prevents deformation, surface damage, and cycle interruptions.
Uneven wall thickness in a plastic part leads to sink marks, warpage, and internal stress. Uniform walls promote stable molten plastic flow behavior, consistent cooling, and predictable shrinkage.
Draft angles allow clean ejection during the mold opening phase. A general guideline is 1–2° per side for most thermoplastics, with additional draft for textured or deep features.
Different thermoplastic materials have different flow characteristics. Gate and runner system design affects weld lines, shear stress, surface finish, and overall part strength. Proper gate placement ensures balanced filling and efficient injection molding process performance.
Efficient cooling is essential for short cycle times, reduced warpage, and consistent part quality. Well-designed cooling channels follow part geometry, support thermoplastic mold tooling, and eliminate hot spots within the mold.
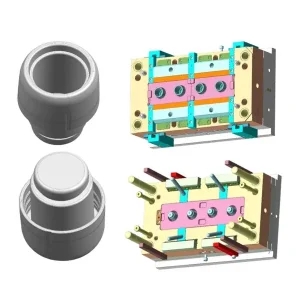
Once the mold is built—typically using steel or aluminum tooling with well-designed mold cavities—thermoplastic injection molding offers a highly cost-effective solution for high-volume plastic production. Using an injection molding machine with a heated barrel, raw plastic in pellet form is melted and injected rapidly.
Key advantages include:
Fast cycle time optimization through controlled cooling and solidification
Automated plastic molding with minimal labor
Low cost per injection-molded plastic part at scale
This makes injection molding manufacturing widely used for mass production across a wide range of applications.
Thermoplastic injection molding allows complex, fully functional, and intricate parts to be produced in one molding operation. Advanced molding techniques enable features such as:
Ribs for strength
Bosses for fastening
Snap fits
Threads
With thin wall thermoplastic molding, multi-cavity mold design, and hot-runner molding systems, designers can integrate multiple functions into a single plastic component. Overmolding and insert molding further expand design freedom.
A wide range of commonly used thermoplastic polymers allows engineers to select the optimal resin or thermoplastic material based on performance needs and the material used in the final product.
Designers can optimize for:
Strength and heat resistance
Chemical resistance
Impact resistance
Appearance and surface quality
Materials such as polypropylene, ABS, PC, and other widely used plastics support a wide range of applications, from automotive parts to eyewear lenses.
With stable process parameters—including injection pressure, injection speed, plastic melt temperature control, and mold temperature—thermoplastic injection molding delivers consistent, high-quality plastic parts.
Benefits include:
Tight tolerances
Repeatable dimensions
Low defect rates
Excellent dimensional stability in molding
Modern injection molders often rely on plastic flow analysis and SPC to ensure quality plastic output.
Thermoplastic injection molding offers strong sustainability advantages. Scrap runners, rejected molded plastic parts, and excess material can often be recycled, reground, and reused.
This ability to recycle thermoplastic polymers supports sustainable plastic molding practices and reduces material waste in industrial plastic manufacturing.
Injection molds require:
Precision machining
Long lead times
High upfront investment in advanced injection molding tooling
High-quality molds—especially for multi-cavity mold design or thin-wall applications—are expensive, making this process less suitable for very low-volume or prototype-only production without prototype plastic molding strategies.
Poor part design can significantly increase mold complexity. Issues may require:
Side actions
Complex runner systems
Additional mold cavities
Design for manufacturability is critical to control cost and ensure reliable precision plastic molding.
Some thermoplastics are sensitive to:
Moisture in raw plastic or plastic pellets
High shear affects the viscosity of the molten plastic
Thermal degradation during prolonged heating
Proper material handling, drying, and injection molding machine setup are essential for stable production.
Thermoplastic injection molding is widely used for automotive parts such as:
Interior trim
Connectors
Housings
Clips and fasteners
Lightweight thermoplastics replace metal parts, improving fuel efficiency and supporting a wide range of automotive applications.
Injection molded plastic parts are used for:
Device enclosures
Buttons
Structural frames
Advanced injection molding enables high precision, excellent cosmetic quality, and repeatable production for high-volume electronics.
Medical-grade thermoplastics are used to produce:
Disposable components
Housings
Diagnostic parts
Thermoplastic injection molding offers controlled cooling and solidification, supporting strict regulatory and cleanliness requirements.
Common packaging products include:
Caps and closures
Plastic containers
Thin-wall packaging
Injection molding lies at the core of high-speed packaging production, where molds remain closed during injection under high injection pressure.
Applications include:
Gears
Bearings
Structural parts
Engineering thermoplastics replace metal in many functional parts, offering durability and cost efficiency.
Consistent quality depends on controlling:
Material drying and resin preparation
Injection molding process parameters
Mold temperature and venting in plastic molds
Cooling time, shrinkage, and warpage control
High-volume manufacturers use SPC and advanced monitoring to ensure repeatable results.
Sink marks appear as surface depressions, usually in thicker areas of a plastic part.
Common causes include:
Thick sections that cool unevenly
Insufficient packing or holding pressure
Inadequate packing time during solidification
Poor wall thickness control prevents proper compensation for material shrinkage, especially in high-shrink thermoplastics like polypropylene.
Warpage is the distortion or bending of a molded part after ejection.
Typical causes include:
Uneven cooling across the mold
Non-uniform material shrinkage
Poor mold temperature balance
Warpage often results from inconsistent cooling channel design or large differences in wall thickness, leading to internal stress buildup.
Short shots occur when molten plastic fails to fill the mold cavity.
Key causes include:
Low injection pressure or insufficient injection speed
Poor venting that traps air inside the mold
Low-melting-temperature reducing material flow
High-viscosity thermoplastics and thin-wall designs are especially sensitive to short shots.
Flash appears as excess plastic along the parting line or around features.
Common reasons include:
Excess injection or packing pressure
Mold wear, damage, or poor mold alignment
Improper clamping force
Over time, worn tooling and poor maintenance increase the likelihood of flash, particularly in high-volume production.
Understanding defect root causes allows engineers to adjust process parameters, improve mold design, and stabilize production—ultimately optimizing the thermoplastic molding process for quality, efficiency, and repeatability.
Injection molding: solid parts
Blow molding: hollow containers
Injection molding: high precision
Compression molding: simpler shapes
Injection molding: mass production
CNC machining: low volume, high flexibility
This comparison highlights the difference between thermoset and thermoplastic injection molding and other plastic molding techniques.
Modern injection molding supports sustainability through:
Recyclable materials
Energy-efficient machines
Reduced material waste
Lightweight product design
Bio-based, recycled, and custom thermoplastic materials are increasingly adopted.
Advanced automation
Smart molds with sensors
Recycled and bio-based materials
Micro and precision molding
Conformal cooling technology
These innovations continue to improve efficiency, cycle time, and part performance.
Thermoplastic injection molding offers one of the most reliable and widely used manufacturing solutions today. As molding is a manufacturing process capable of producing high-quality plastic parts at scale, it remains essential across industries.
Success depends on:
Proper resin and thermoplastic polymer selection
Intelligent mold design
Controlled production process conditions
Experienced injection molders
When these elements align, thermoplastic injection molding delivers quality, efficiency, and long-term production stability.