
Insert molding is a specialised injection molding process that combines plastic and pre-formed components—most commonly metal inserts—into a single, integrated part.
By molding plastic directly around an insert, manufacturers can create components with improved strength, functionality, and dimensional stability while reducing assembly steps and long-term production costs.
In this article, we explain the insert molding process step by step, covering materials, tooling, process flow, key technical considerations, and common challenges. Whether you are an engineer, product designer, or sourcing professional, this guide will help you understand how insert molding works and when it is the right solution for your application.
What Is Insert Molding?
Insert molding is a type of plastic injection molding in which a pre-made insert—such as a metal pin, threaded insert, bushing, contact, or electronic component—is placed into a mold cavity before molten plastic is injected.
Once the plastic cools and solidifies, the insert becomes permanently encapsulated or mechanically locked within the molded part. The result is a single, finished component that would otherwise require multiple manufacturing and assembly steps.
Insert molding is widely used in industries such as automotive, medical devices, electronics, industrial equipment, and consumer products.

Why Manufacturers Use Insert Molding
Before diving into the process itself, it is important to understand why insert molding is chosen over traditional molding or secondary assembly methods.
Key benefits include:
- Strong mechanical bonding between plastic and insert
- Reduced need for adhesives, fasteners, or press-fit assembly
- Improved part reliability and consistency
- Lower long-term production and labour costs
- Compact, lightweight, and integrated designs
These advantages make insert molding especially suitable for high-performance and high-volume manufacturing.
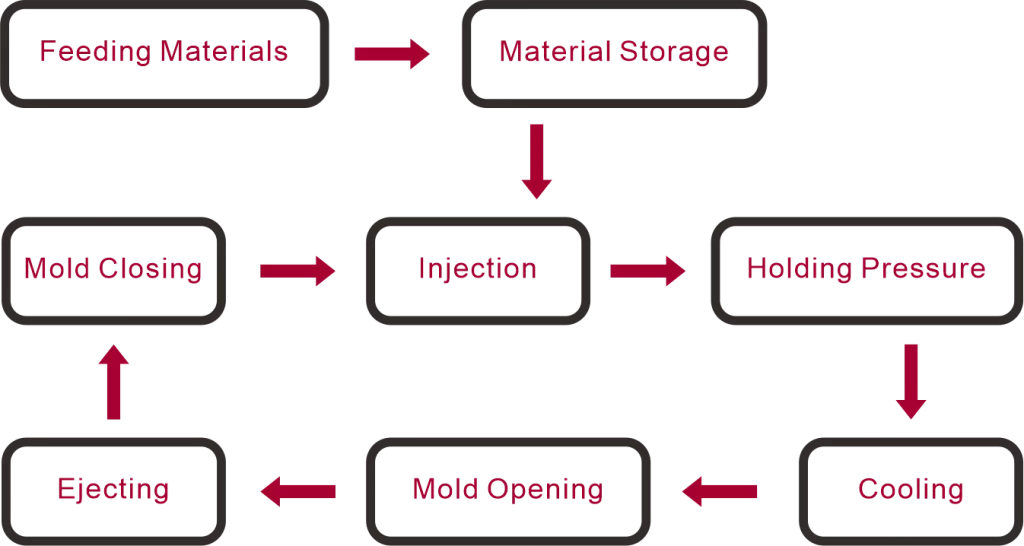
Insert Molding Process: Step-by-Step Explanation
The insert molding process can be broken down into six core stages, each of which plays a critical role in part quality and consistency.
Step 1: Insert Design and Preparation
The process begins with insert design. Inserts can be made from metal (such as brass, steel, or aluminium) or other rigid materials, depending on functional requirements.
Key design considerations at this stage include:
- Insert geometry and tolerances
- Surface features for mechanical retention (knurls, holes, undercuts)
- Compatibility with the chosen plastic material
- Thermal expansion differences between insert and plastic
Before molding, inserts are often cleaned to remove oils or contaminants. In some applications, surface treatments or coatings are applied to improve bonding.
Step 2: Insert Placement in the Mold
Once prepared, inserts are placed into the mold cavity. This can be done in two ways:
- Manual placement, typically used for low-volume or prototype production
- Automated placement, using robots or fixtures for high-volume manufacturing
Accurate insert positioning is critical. Even slight misalignment can lead to defects such as poor bonding, exposed inserts, or dimensional inaccuracies.
To ensure repeatability, molds are often designed with dedicated insert-locating features such as pins, magnets, or mechanical nests.

Step 3: Mold Clamping and Injection
After the insert is positioned, the mold closes and clamps under high pressure. Molten plastic is then injected into the cavity, flowing around and encapsulating the insert.
During this phase, several process parameters must be tightly controlled:
- Injection pressure and speed
- Melt temperature
- Mold temperature
- Flow path and gate design
Proper control ensures that the plastic fills the cavity completely without shifting the insert or creating voids around it.
Step 4: Cooling and Solidification
Once injected, the plastic begins to cool and solidify around the insert. Cooling time depends on factors such as:
- Plastic material type
- Wall thickness
- Insert size and thermal conductivity
- Mold cooling system design
Because metal inserts conduct heat differently from plastic, uneven cooling can create internal stresses. Well-designed cooling channels and balanced cycle times are essential to prevent warpage or cracking.
Step 5: Mold Opening and Part Ejection
After sufficient cooling, the mold opens and the finished insert molded part is ejected. Ejection systems must be carefully designed to avoid damaging the insert or the surrounding plastic.
At this stage, the part is structurally complete, with the insert fully integrated into the plastic component.
Step 6: Inspection and Post-Processing
The final step involves quality inspection and any required post-processing. Typical checks include:
- Insert position and alignment
- Bond strength between insert and plastic
- Dimensional accuracy
- Visual surface quality
In many cases, no secondary operations are required, which is one of the key advantages of insert molding over traditional assembly methods.
Materials Used in Insert Molding
The success of the insert molding process depends heavily on material selection.
Common Plastic Materials
- ABS
- Nylon (PA6, PA66, glass-filled nylon)
- Polycarbonate (PC)
- PEEK and other high-temperature polymers
- Polypropylene (PP)
Material choice is driven by mechanical strength, temperature resistance, chemical exposure, and regulatory requirements.
Common Insert Materials
- Brass (often for threaded inserts)
- Stainless steel
- Carbon steel
- Aluminium
- Copper alloys
Material compatibility between the insert and plastic is critical to achieving reliable bonding and long-term performance.
Insert Molding Tooling Considerations
Tooling design is more complex for insert molding than for standard injection molding.
Important tooling considerations include:
- Precise insert location and retention
- Gate placement to minimise insert movement
- Venting to prevent trapped air around inserts
- Wear resistance in high-volume production
High-quality tooling is essential for consistent results, especially in automated insert molding processes.
Common Insert Molding Challenges and Solutions
Despite its advantages, insert molding presents several technical challenges.
Insert Movement During Injection
Solution: Optimise gate location, reduce injection speed, and improve insert fixturing.
Poor Bonding Between Insert and Plastic
Solution: Modify insert surface texture, adjust melt temperature, or change material selection.
Cracking or Warpage
Solution: Improve cooling balance and account for thermal expansion differences.
Increased Cycle Time
Solution: Optimise cooling design and consider automated insert loading.
Addressing these issues early in the design phase significantly improves production efficiency and part quality.
Insert Molding vs Traditional Assembly
Compared to press-fitting or post-mold assembly, insert molding offers:
- Better structural integrity
- Fewer assembly steps
- Reduced risk of part failure
- More consistent quality
While tooling costs may be higher initially, insert molding often delivers lower total cost of ownership in medium- to high-volume production.

When Is Insert Molding the Right Choice?
Insert molding is ideal when:
- Strong mechanical or electrical integration is required
- Assembly time must be minimised
- Part reliability is critical
- High-volume, repeatable production is needed
For complex components requiring both plastic flexibility and metal strength, insert molding provides a highly efficient manufacturing solution.
Conclusion
The insert molding process is a powerful manufacturing technique that enables the creation of high-performance, integrated plastic components. By combining careful insert design, precise tooling, controlled injection parameters, and proper material selection, manufacturers can achieve durable, cost-effective, and scalable results.
Understanding each step of the insert molding process allows engineers and decision-makers to reduce risk, improve quality, and make informed choices when developing advanced molded parts.
When applied correctly, insert molding is not just a process—it is a strategic advantage in modern product manufacturing.